| D mm |
L2 mm |
L1 mm |
Schaft mm |
Bestell-nummer R |
| 16 |
28 |
75 |
12 x 40 |
22036-5-16028-R |
| 16 |
45 |
90 |
12 x 40 |
22036-5-16045-R |
| 18 |
30 |
80 |
12 x 40 |
22036-5-18030-R |
| 18 |
30 |
95 |
20 x 55 m. E. M 8 |
22036-5-18305-R |
| 18 |
50 |
100 |
12 x 40 |
22036-5-18050-R |
| 18 |
50 |
115 |
20 x 55 m. E. M 8 |
22036-5-18505-R |
| 20 |
50 |
100 |
12 x 40 |
22036-5-20050-R |
| 20 |
50 |
115 |
20 x 55 m. E. M 8 |
22036-5-20505-R |
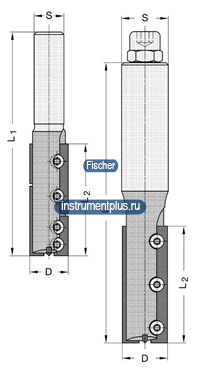
Краткое описание устройства фрезы:
Фрезерная головка с двумя сменными HW ножами.
Для рабочего диаметра 16 мм и рабочей длины 28 мм используются стандартные ножи 28х7х1,5 мм, для диаметра 16 мм и рабочей длины 45 мм режущая кромка формируется двумя стандартными ножами 28х7х1,5 мм и 16х7х1,5 мм – смотри картинки.
Для рабочего диаметра 18 мм и 20 мм и длины рабочей части 30 мм и 50 мм используются стандартные ножи 30х9х1,5 мм и 50х9х1,5 мм. Один напаянный сверлильный HW нож.
Правое вращение. Ручная и механическая подача.
Рекомендации , где лучше использовать данный тип фрез:
Для всех типов машин. В том числе фрезеры с ЧПУ .
Операции: пазование (изготовление пазов), выборка четверти, фугование (фрезерование боковой кромки заготовки), форматирование (раскрой, деление заготовок), вертикальное сверление – очень хорошее качество, здесь надо снизить скорость подачи.
Материал: мягкая и твердая древесина, плита МДФ, ДСП.
При работе с МДФ и переклеенным слоистым массивом – удлиненное время работы HW ножей.
Рекомендуемые режимы работы:
Число оборотов шпинделя: n = 18.000 – 24.000 1/мин
Скорость подачи: Vf = 8 – 12 м/мин |